

Scheffer’s product sorting systems are designed to optimize logistics and operational efficiency in warehouses and distribution centers. They are ideal for environments that demand high precision and speed in product sorting and organization.

Recommended for transporting unitized loads, the motorized roller conveyor is developed to transport volumes in different industrial sectors. Its main features are versatility and flexibility for adaptation to layout, due to its modular construction.

Mainly used for pallet transport, the parallel chain conveyors work in conjunction with other modules, in addition to assisting in 90º load transfer processes.
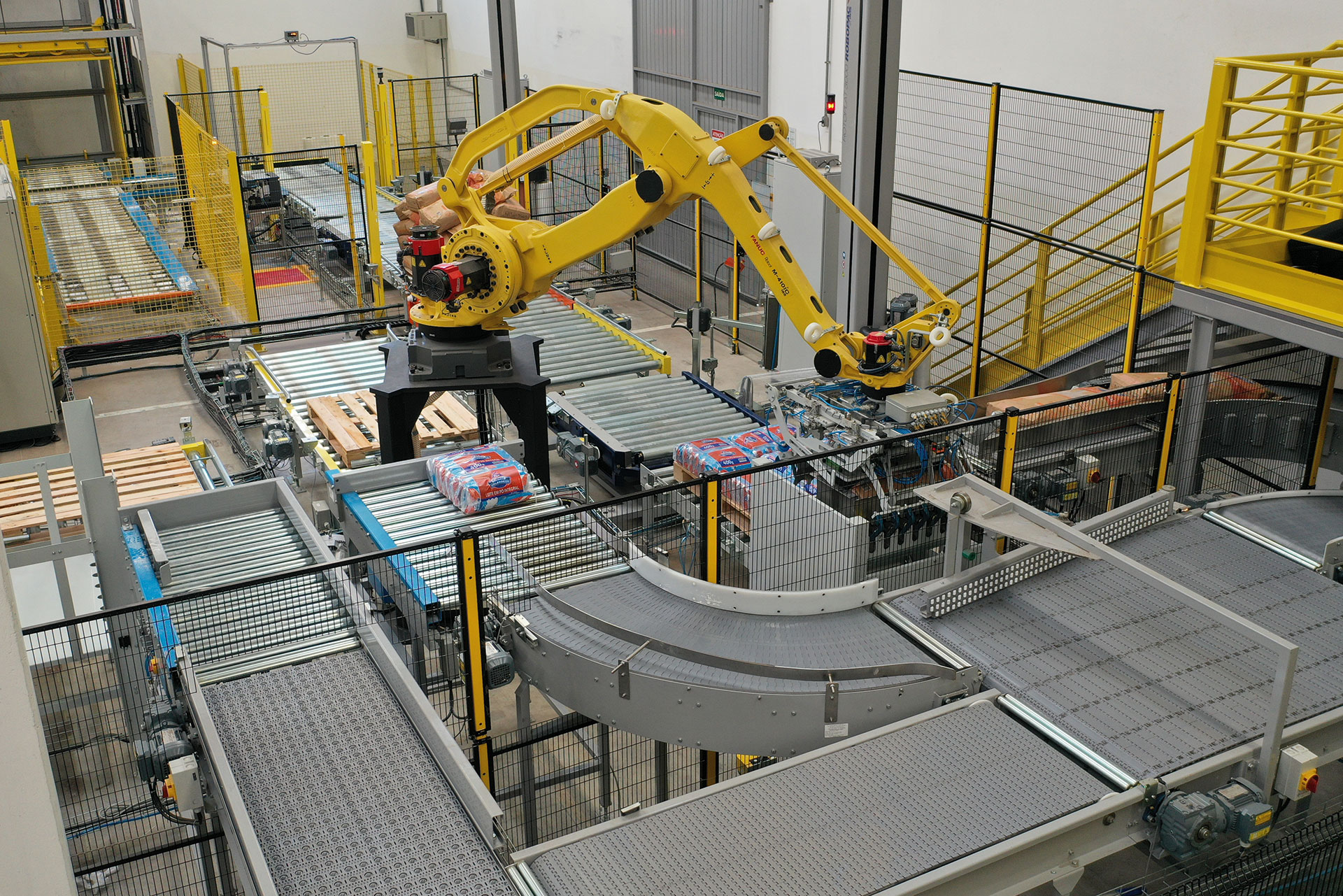
Mainly employed in transporting small volumes with high-density flows, modular belt conveyors are applicable to various segments, particularly the food industry, due to their sanitary characteristics.

Used for transporting loads and also as a sorting equipment, the transfer car provides a reliable method for load divergence. Additionally, this standard equipment can be selected with various conveyor models.

System used for automatic loading and unloading from one place to another, facilitating the cargo dispatch process. It consists of a set of conveyors installed inside a dedicated trailer or van and other sets in the loading and unloading areas.

AMR stands for Autonomous Mobile Robots, which means Autonomous Mobile Robot. It refers to a vehicle that moves autonomously, without the need for physical guides, to transport materials. AMRs are used in environments with continuous and repetitive material flows, such as warehouses, logistics centers, or factories.
They can:
The main advantage of AMRs compared to AGVs (Automatic Guided Vehicles) is that they can change their path in case of obstacles. AGVs, on the other hand, follow a strict route integrated into the facility. The flexibility of AMRs allows their “missions” to be modified instantly, keeping up with the factory’s movement. This contributes to continuous innovation in the industry.






